قطعات تراشکاری دارای مقاطع دایره ای شکل از قبیل میله های ساده و غیر ساده، میله های پیچ شده، پولکها، بوشها و نظائر اینها می باشد که قطعات اصلی ماشین ها و دستگاهها و اسبابهای فنی را تشکیل می دهند. همچنین عده زیادی از ابزارها مانند تیغه فرز، مته ها، برقوها، و قلاویزها هم دارای مقاطع گرد هستند. بنابر موارد استعمال خاصی که قطعات تراشکاری باید داشته باشند آن ها را از مواد مختلف مثلاً از فولاد، چدن، برنز، برنج، مس، فلزات سبک، چوب و یا مواد مصنوعی و نظائر آن ها میسازند.وضع سطح خارجی قطعات تراشکاری می تواند متفاوت باشد.
برای بدست آوردن فرم استوانه ایی، قطعه کار را توسط ماشین تراش به دور محور خودش( محور گردش) حرکت می دهند.در موقع گردش قطعه کار با ابزار برنده ایکه مقابل آن بسته شده و برای جدا کردن براده از روی آن است برخود می کند. این طریقه عمل براده گیری را« چرخ یا تراش کاری » می گویند و انجام کار مستلزم چند حرکت متفاوت است.
فرم های مختلف قطعات تراشکاری را از طریق انجام یک سری کارهای متفاوت بدست می آورند و بنا برآن که قطعات از خارج یا داخل تراشیده شوند. بطور مختصر به این صورت مشخص می کنند:
ت خ( تراش خارج) یا ت د( تراش داخل).
قطعات استوانه شکل از طریق طول تراشی(سطوح صاف)،از طریق عرض تراشی، قطعات مخروطی از طریق مخروط تراشی و بالاخره قطعات فرم دار از طریق فرم تراشی و پیچها از طریق پیچ تراشی ساخته می شوند.
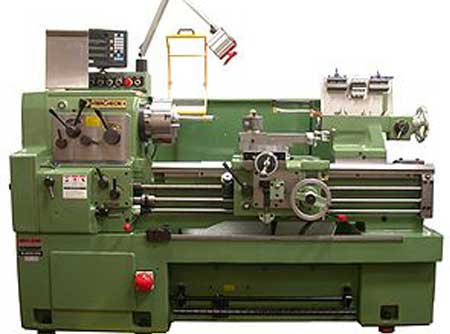
برای آنکه کلید مسائل تراشکاری حل شده و بتوان انواع مختلف کارها را چرخکاری نمود ماشین های تراش را به انواع مختلف ساخته اند متداولترین این ماشین ها همان تراش معمولی یا تراش مرغک داراست. و انواع مهم دیگرآن، ماشین پشیانی تراش و ماشین تراش عمودی یا کاروسل است که کارهای سوراخکاری را هم انجام می دهد.
قسمت های اصلی ماشین تراش معمولی(مرغک دار) :
چون برای بستن قطعات کار دراین ماشین از یک یا دو مرغک استفاده می شود لذا اسم آن را ماشین تراش مرغک دار گذارده اند ضمناً به آن ماشین تراش با میله کشش و هادی و همچنین ماشین طول تراش هم می گویند.
میله کار یاطاقان شده و بوسیله آن به قطعه کار گردش داده می شود.این میله به طرز بسیار خوبی یاطاقان بندی شده و کاملاً محکم نگه داری می گردد و جنس آن هم از بهترین فولادها است. اغلب اوقاتاین میله تو خالی است و می توان قطعه کار یا میله ای که باید رویش کار انجام شود از داخل سوراخ آن عبور داد.
بستر یاطاقان های این میله سنگ زده شده اند. یا یاطاقان هایی که معمولاً برای این میله ها مصرف می شوند از نوع یاطاقان های لغزشی و یاطافان های غلطکی می باشند.
پوسته داخل یا طاقان های لغزشی اکثراً از جنس برنز هستند. یا طاقان های غلطکی دارای اصطکاک کمتری می باشند. میله کار بایستی در یاطاقان خود بدون بازی( لقی) کار کند.اگر یاطاقان لقی داشته باشد روی سطح کار تراشیده شده ناهموار و بعلاوه این لقی باعث خواهد شد که قطعات فرم غیر استوانه ای به خود بگیرند.
از لقی یاطاقان می توان در نتیجه میزان کردن تا حدی جلوگیری کرد.یاطاقان ساچمه ای یا صفحه ای فشاری که در موقع تراش در جهت محور گردش تولید می شود به خود می گیرد. سرمیله کار پیچ شده است و انواع وسائل بستن را می توان به روی آن پیچاند، سوراخ مخروطی داخل آن برای جازدن مرغک است. میله کار حرکت خود را از دستگاه حرکت اصلی می گیرد.
دستگاه حامل ساپورت، که حامل رنده تراشی کاری بوده و وسیله تنظیم حرکت بار است. این دستگاه فرم کشوی صلیبی را دارد و شامل کشوی رومیزی و دو کشوی دیگر دم چلچله بنام کشوی عرضی و روئی است. کشوی رویی حامل رنده است این کشوها بایستی در راهنماهای خود بدون لقی حرکت کنند. قسمت های مختلف ساپورت برای بار طولی و عرضی ممکن است با دست و پا بوسیله دو میله هادی و کشش که در جلوی میز ماشین نصب شده اند و حرکتشان را از میله کار می گیرند بطور اتوماتیک به حرکت درآیند.